
编者按:酶,是生命不可缺少的核心物质。基因编辑、干细胞技术、靶向药物……生命科学中的诸多关键技术和产品制造,都离不开酶。随着现代生物技术的快速发展,科学家们对酶的理解更深入,利用酶、改造酶,这种“绿色制造”,不仅能改善人类的生活,也开启了设计生命的大门。本期瑞见将由瑞鹏资产张晨玥为您带来酶行业整体分析。
瑞鹏资产 张晨玥
一、 酶的基本介绍
(一)酶的定义
酶是一类由细胞产生的生物大分子催化剂。酶的本质是具有催化效能的蛋白质,它们的空间结构复杂而多样。当一种物质需要转化为另一种物质时,有时需要先达到一个很高的能量级别,有的化学反应因为需要越过这个像高山一样的能级,遂“望而却步”或“缓缓而行”;而大自然会使用酶来削低这座山的高度,加速转化过程,科学家们称它为“生物催化”。目前已知的酶可以催化超过数千种生化反应。正因为有酶的存在,生物才能进行生长、代谢、发育、繁殖等生命活动。
图一 酶分子结构图

(二)酶的特点
酶作为生物催化剂,作用条件温和、催化效率高、专一性强。而一般化学反应具有高温、高压、耗水、反应条件苛刻等特点,存在资金投入多、资源消耗大以及环境污染严重等缺点。相较于传统化学反应使用的催化剂(如:金属催化剂),酶具有以下特点:
1、效率高:酶催化相较于非酶催化反应通常具有更高的反应效率,其原因在于酶能够更大程度的降低反应活化能,酶与化学催化剂相比,催化效率通常高1000万—10万亿倍。例如,一份淀粉酶能催化一百万份淀粉,把淀粉分解为麦芽糖。过氧化氢酶的催化效率比一般非生物催化剂高一千万倍;蔗糖酶把蔗糖分解成葡萄糖和果糖,比强酸高两千亿倍,所以在细胞里的酶数量虽然不多,但催化效率却极高。
2、专一性强:大部分酶具有绝对专一性,只能催化一种反应、合成一种产物。
3、反应条件温和:一般的化学催化剂常常需要高温、高压、强酸、强碱等剧烈条件,酶促反应通常在常温常压条件下进行,可降低工艺能耗。
酶作为生物催化剂,酶蛋白介导的生化反应具有条件温和、绿色环保等优点。然而相比化学催化剂,天然酶能催化的反应类型较少,功能的局限性制约了它在生物制造领域的广泛应用.
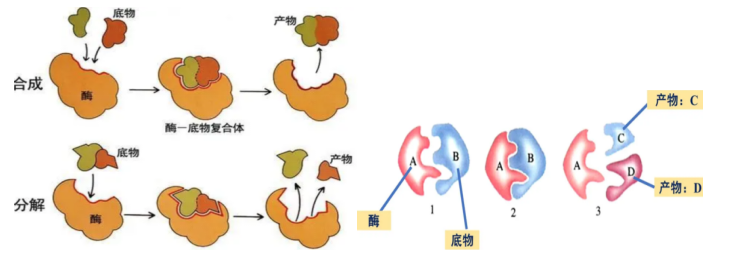
图二 酶的催化作用原理图
(三)应用场景
酶在人们的日常生活和现代工业中具有重要作用。
我们的日常生活离不开酶。比如,酱油、醋、茶叶的发酵,在酱油酿造中,通过微生物所产生的酶,加速完成了蛋白质水解、淀粉糖化、有机酸发酵等各类生化反应;豆瓣酱、醋、腐乳、酸奶等的生产,离不开各种微生物中的酶。再比如洗衣粉也离不开酶。衣物上常见的污渍,比如奶、蛋、果汁、汗渍都含有蛋白质,很难被表面活性剂或其他助洗剂分解去除。只有在其中添加蛋白酶,把污垢中的蛋白质先分解成可溶性的肽或氨基酸,才能让衣服干净如新。
对现代工业而言,酶,也是绿色生物制造的核心“芯片”。由于酶具有高催化效率、高度的专一性、作用条件温和、可生物降解等优点,在工业制造中可减少原料和能源的消耗,降低废弃物的排放,具有绿色制造和可持续发展的典型特征。与石化路线相比,酶制剂应用于不同行业可平均节能减排30%–50%,未来潜力将达到50%–70%,这对工业基础原材料的化石原料路线替代、高能耗高物耗高排放工艺路线替代以及传统产业升级,将产生重要的推动作用。
例如,药厂用特定的合成酶来合成抗生素;纤维素被纤维素酶分解后进行发酵生产生物燃料。在科学研究中,基因操作的“分子剪刀”“缝合器”与“精准编辑器”本质都是酶;塑料垃圾也可以找到或者改造出对应的高效酶使其完全降解,这样的例子举不胜举。有研究表明,工业生产中平均每使用1公斤酶制剂,能够减少100公斤的二氧化碳排放,而生产1公斤酶制剂,平均产生的碳排放量不足10公斤——这为“碳达峰”“碳中和”的到来提供了良好的解决方案。
图3 酶在不同行业中应用的减碳效果

二、市场情况
(一)市场空间
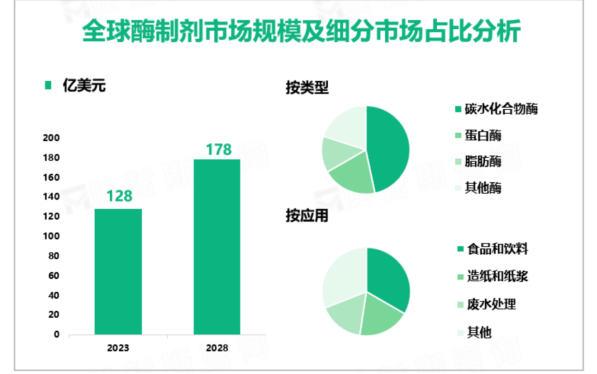
2023年,全球酶制剂市场规模为128亿美元,预计到2028年其规模将达到178亿美元。
图4 全球酶制剂市场规模
在市场需求扩大和政策利好的双重刺激下,我国酶制剂产量持续扩大。根据中国生物发酵产业协会数据,我国酶制剂产量从2010年的77.5万标吨增加至2020年的167万标吨,年复合增长率达8.0%。据此估计,2024年我国酶制剂产量将达到227万标吨。
(二)重点企业
国际巨头如诺维信,2023年收入为25.99亿美元。诺维信从微细菌、真菌等生物中提取酶,以米曲霉菌最为常用。诺维信的酶制剂覆盖30多个行业,如用于家庭护理的纤维素酶、用于农牧行业的蛋白水解酶、用于食品行业的天冬氨酸酶、用于碳捕捉的碳酸酐酶等。利用碳酸酐酶捕捉烟道废气中的碳,捕捉率达90%、可产生纯度不低于99.95%的二氧化碳,成本与传统方法相当或更低。
国内优秀酶制剂公司如蔚蓝生物,其酶制剂主要有三大应用领域:饲料酶,主要包括植酸酶、木聚糖酶、纤维素酶、葡萄糖氧化酶以及复合酶等;工业酶,主要包括纤维素酶、木聚糖酶等;食品酶,主要包括葡萄糖氧化酶、葡萄糖转苷酶等。蔚蓝生物2022年收入11.6亿元,总毛利率和净利率分别为43.2%和6.0%,而从蔚蓝生物的财报看,酶制剂产品的单价在2万元/吨–6万元/吨不等。
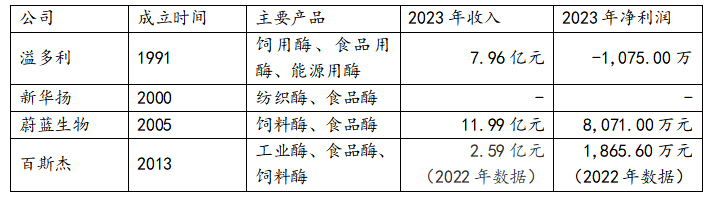
表1 国内酶制剂行业企业基本情况表
三、行业发展现状
(一)技术难点
1、技术及专利保护:酶行业属于知识密集型的高科技行业,涉及分子生物学、微生物学、生物工程(包括代谢工程、蛋白质工程、发酵工程等)等多种复杂的生物学科。因此,酶制剂、微生态行业对技术水平的要求较高,研发实力对市场竞争至关重要。在酶制剂领域,企业一般通过专利和技术秘密等各种措施对核心技术进行封闭式保护,竞争对手很难通过正当手段引进。
2、量产放大:酶制剂、通过酶催化产品的生产在小试完成后,还要进行中试及量产放大。当具备特定用途的新基因或菌种被筛选出来之后,下一步的挑战则是通过优化发酵工艺来提高发酵产量,并通过完善后处理工艺来提高收率。生产工艺水平的提升需要长时间的摸索和积累。对于新进入酶制剂的企业来说,获取特定的基因或合适的菌种是第一步,而短时期内掌握高效率的发酵工艺和后处理技术则是产品商业化的巨大挑战。
3、客户需求:合成生物学公司或酶制剂公司往往由具有深厚科研背景的创始团队组建,这使得公司在技术开发上具有创新性和前沿性。然而,由于科研人员可能缺乏对产业需求的深入理解,导致研发的产品或技术难以满足下游客户的实际应用需求。同时,在酶等产品在推向市场时,可能需要下游客户对现有的生产线和设备进行大规模的改造或升级。这种改造不仅成本高昂,还可能涉及到生产流程的根本性改变,增加了客户的接受壁垒。
(二)与国外差异
目前,国内酶制剂企业主要生产淀粉酶、糖化酶等传统酶制剂。随着技术水平的不断提高,部分技术领先的国内酶制剂企业逐步打破跨国企业拥有的新菌种、新基因等核心技术壁垒。然而,国内酶制剂企业与世界领先的诺维信、杜邦、帝斯曼等公司在规模表达系统的开发及保护、蛋白质工程改造、发酵工艺等方面仍有差距。具体而言:
国际大型酶制剂公司将规模表达系统视为最核心的竞争力,持续投入巨资开发和保护,打造了从细菌到真菌等一系列受专利和商业机密双重保护的专属表达系统。
国际顶尖酶制剂公司通过蛋白质工程改造,提高酶的耐温性、耐酸性、耐蛋白酶特性和酶活等性能,并开发出饱和突变、分子进化等蛋白质工程改造技术。许多酶产品通过专利保护其改造后的关键残基突变形成壁垒。
国际大型酶制剂公司经过多年积累,发酵工艺已达到很高水平,建设了全自动化生产车间,配备有全自动的发酵和提取设备、检测仪器及软件控制系统。
在传统酶制剂领域,供给上已呈现同质化严重、技术含量较低、市场竞争激烈、产能过剩的现象。在新型生物酶领域,跨国企业拥有的新菌种、新基因等核心技术壁垒逐步被国内企业打破。随着技术水平的快速发展,国内企业陆续开发出了很多新的酶制剂产品并成功应用到多个领域。
(三)未来发展方向
虽然天然酶资源丰富,但它们能催化的反应与工业上的需求仍存在差距。科学家们也在不断地学习自然,创制满足特定需求的人工酶。为了满足生物制造业的高效能、高强度、操作柔性的要求,工业酶应具有优异的酸碱、温度、离子强度、有机溶剂及底物耐受性能,能够在较宽的过程参数下发挥催化作用。因此,理解工业环境下酶的催化行为,并开展适应性改造,使其发挥最大催化潜力,成为亟须破解的瓶颈。
为此,科学家们发展了酶工程技术,将酶分子进行改造与重新设计,从而改善酶的性能,使其能够用于工业环境。该领域的领军人物FrancesH.Arnold创立了模拟自然的定向进化方法,也因此项技术的发明获得了2018年诺贝尔化学奖。定向进化在众多酶的改造上取得了重大成功,例如,重要的一线降血糖药物西格列汀就是由人工改造的酶所合成。
对酶的结构生物学研究,使人们能够从结构的角度理解酶的功能,分子动力学模拟为酶催化的动态过程提供信息,而人工智能技术则可对酶分子的结构进行预测。这些技术的结合,使科学家们能够以更精巧的方式对酶进行设计。例如,中科院微生物所的研究人员即利用多尺度计算酶设计技术,实现了系列手性氨基酸的大规模工业生产。但在酶的结构与功能的生物物理机制尚未被完全解析的情况下,设计高性能的酶仍存在巨大的挑战。
目前,天然酶与人工酶一起实现了众多高价值产品的生物合成,生物催化正处于第三次发展浪潮中,酶改造的进程也在大幅加快。可以预见,随着人们对酶结构与功能关系认识的不断深入,以及人工智能的迅速发展,酶的设计与合成将更为快速、理性、精准,酶催化功能改善的幅度和范围也将进一步拓展。酶的绿色与可持续的特征将进一步凸显,助力我们享受更美好的生活。

